The formation of condensation and its harm to the frequency converter and the elimination method
With the rapid development of China's economy, society and science and technology, a large number of inverters are widely used in various industries in China. Due to the wide range of applications and the vast size of China, there are bound to be a large number of inverters working in humid environments, such as inverters installed in China's humid and rainy coastal areas and southern regions, or wind power installed near rivers and lakes and humid mountains. Unit frequency converter, or inverter equipment working in rivers, lakes and seaside.
Affected by the humidity of the air, once the working environment temperature changes greatly, it may cause condensation of the inverter, causing a certain amount of liquid water to be generated in the internal power device, circuit board, etc., accumulated in the inverter. When the dust is mixed, it will have a serious impact on the electrical insulation of the inverter, and a serious path will also occur, causing the inverter to malfunction and affecting normal operation.
For example, liquid water adheres to the heat sink of the power device, which causes a path between the gate and the drain of the IGBT, and seriously damages the gate of the IGBT, causing the IGBT to lose its normal function; for example, liquid water adheres to the circuit. Above the board, the short-circuit phenomenon of the corresponding terminals will occur, which will cause the pulse to be chaotic, and serious faults such as short-circuit between the bridges will occur.
Through the above introduction, it can be found that the condensation phenomenon will seriously affect and threaten the normal and stable operation of the inverter. Once the inverter is working in a humid environment, it is necessary to take correct measures to prevent and eliminate the condensation phenomenon.
First, the formation of condensation and its harm to the inverterThe air under natural conditions is composed of a small amount of dust, water vapor and dry air. The amount of water vapor that the air can hold is proportional to the ambient temperature. The higher the ambient temperature, the more air it can hold. The so-called dew point temperature refers to the highest temperature at which condensation occurs in a specific humidity air.
The water vapor contained in the air at a higher temperature may cause the water vapor contained in the air to continue to be precipitated in the form of liquid water due to a drop in temperature. If the air with high humidity and relatively high temperature encounters the solid surface of the inverter with a relatively low temperature (below the dew point temperature of the air under this condition), condensation will occur, which in turn will be related to the components of the inverter. The surface produces a certain amount of liquid water.
When the liquid water is mixed with the dust inside the inverter, a corresponding conductive path is generated, which in turn affects the electrical insulation of the frequency converter, so that the non-conductive area is converted into a normal conductive area.
For example, once the dust condensation is mixed and attached to the surface of the IGBT power device, a path is formed between the gate and the drain of the IGBT, which seriously damages the gate of the IGBT, causing the IGBT to lose its normal function; Condensation attached to the control circuit board will cause the circuit board to generate a conductive path that does not exist originally, resulting in chaos of the logic pulse, which may cause power supply short circuit, electronic component failure and the like.
Although some boards are coated, due to factors such as mass and blind spots, condensation will always occur at the bottom of some components, circuit connections, and so on.
Second, the elimination method of condensationBy destroying the conditions of condensation formation such as temperature difference and humidity, it is possible to fundamentally eliminate the occurrence of condensation. Destruction of any of the forming conditions, the inverter will not appear condensation.
At present, relatively popular and commonly used methods for the elimination of condensation are: temperature control method and humidity control method, the former aims to reduce the relative temperature, while the latter aims to reduce the relative humidity.
1) Temperature control
Preventing the formation of condensation can be achieved by destroying the temperature difference, which is the condensation formation condition. Since the inside of the inverter cabinet is relatively closed, if the cabinet temperature is always higher than the dew point temperature, condensation will not occur.
Affected by this idea, there are two main temperature control schemes at this stage:
The first option includes vents and heaters. In general, the vents are equipped with filters, which not only prevent a large amount of dust from entering the inverter, but also ensure the IP protection level. The main point of the program is to start heating once the humidity is too high, and to increase ventilation when the temperature is raised. When the humidity exceeds the preset value, the heating action is promoted, the internal temperature of the inverter is increased, and the relative humidity condition is effectively controlled. After the temperature reaches a preset threshold, the ventilation is started, so that the inside of the inverter enters a certain amount. The external fresh air ensures a consistent air relative humidity inside and outside the frequency converter, and the temperature is always within the normal range. In general, the ventilation system is started when the temperature exceeds 40 ° C, and the heater is started when the relative humidity exceeds 80%.
The main idea of ​​the second scheme is: the internal cooling capacity of the inverter is relatively controllable, ensuring that the temperature inside the cabinet is always within a certain range. When the humidity exceeds the threshold, the heat dissipation capability of the inverter is reduced, which is generated by the inverter. The power consumption is used to increase the temperature inside the inverter cabinet, so as to prevent the condensation phenomenon from appearing; when the temperature exceeds the threshold value, the heat dissipation capability is improved, and the excessive temperature is high to affect the normal operation of the frequency converter. Most of the inverter cabinets under this scheme are in a completely sealed form, which effectively prevents salt spray, harmful gases and dust from entering the interior of the cabinet, facilitating long-term, reliable and normal operation of the inverter.
2) Humidity control
By reducing the water vapor content, the relative humidity of the air is effectively reduced, thereby preventing the occurrence of condensation. It mainly includes the following three schemes: temperature difference dehumidification method, adsorption and membrane dehumidification method and condensation dehumidification method.
Temperature difference dehumidification method: a heat sink which is conducive to condensation is installed inside the frequency converter, so that condensation is formed only on the heat sink, so that condensation does not form in other parts of the inverter, and condensation water formed on the radiator Discharged outward through the outlet to ensure that the cabinet remains in a relatively dry environment.
Adsorption and membrane dehumidification method: the corresponding adsorption material is set in the inverter cabinet to play the purpose of water vapor adsorption, ensuring that the cabinet always maintains a relatively dry environment; it can also be used to block water vapor through the membrane filter setting. The purpose is to let only dry air pass through the filter so that only the relatively dry air flows into the inverter.
Condensation dehumidification method: Set the lowest temperature inside the inverter, so that the condensation is only generated here, which effectively reduces the relative humidity inside the inverter, so that the inside of the inverter always maintains a relatively dry environment.
Third, the actual case analysisIn the work, the author encountered a certain type of transformer due to the influence of humid air, causing the power module to break down and burn out during the working process. The author will analyze the cause and propose corresponding preventive measures based on the description of the fault phenomenon.
1) Description of the accident
After finding that the inverter can not operate normally, open the rectifier cabinet panel, and see that the R-phase snubber capacitor and IGBT are burned and exploded, and the trigger line is completely burned out. The insulating paper between the IGBT and the snubber capacitor is partially ablated and carbonized. Phenomenon, the metal generated by the IGBT burst severely burned out the 5 electrolytic capacitors underneath, while the DC fuse was blown, the negative copper busbar was severely burnt, and the busbar copper busbar and the set screw were completely melted together. After reading the alarm history, it was found that DCF=1 DC insurance was in an open state, and the three-phase AC incoming T-phase and R-phase fuses did not produce any action.
2) Analysis of the cause of the accident
Since the rectifier cabinet takes about 3 seconds to charge before power-on, after the charging is completed, the main contactor is pulled in by the feedback signal, and then the charging resistor loop is disconnected.
However, during the operation, the short-circuit phenomenon occurs at the same time as the control power supply, and the main contactor fails to generate the pull-in action. After the accident, the inspection found that the charging resistor and the contactor of the charging circuit were completely burnt out, and concluded that a short-circuit fault occurred during charging.
After reviewing the alarm history of the rectifier cabinet, it was found that DCF=1 DC insurance was in an open state, the contactor and charging resistor were burned out, the IGBT breakdown, and the 2000A DC fuse was blown, resulting in no short circuit fault in the inverter loop, rectification Part of the conclusion of a short circuit fault.
After further on-site inspection, it was found that there was obvious carbonization of insulating paper between the positive and negative copper rows, and there were obvious signs of creepage between the busbars, which led to the conclusion that the DC busbars were short-circuited.
At the time of the accident, the location has been continuously raining for more than half a month, and the air humidity has exceeded 80%. During the inspection and analysis of the cause of the accident, it was found that there was obvious condensation in the cabinet.
Since the rectifier cabinet is in a deactivated state before the accident, the copper busbar is dew condensation, and in the sealed cabinet environment, the cabinet exhaust fan works normally when the inverter is working, and it is difficult to effectively remove the humid air in the cabinet. This causes the insulation paper to get wet, which greatly reduces the insulation between the positive and negative rows.
During the charging process, due to the stray inductance of the device and the circuit, the switch will generate a large instantaneous charging current, and the positive and negative busbars will cause the insulation arcing phenomenon due to the weak insulation capability. The large current and short-circuit current of the capacitor feedback are superimposed on the voltage, which causes the avalanche voltage breakdown phenomenon of the PN junction in the IGBT, and thus completely loses the normal function, the snubber capacitor burst and the IGBT short-circuit burst. The charging loop contactor causes the charging capacitor to be severely burned out due to the influence of the instantaneous short-circuit current contact sticking.
3) Proposal of specific preventive measures
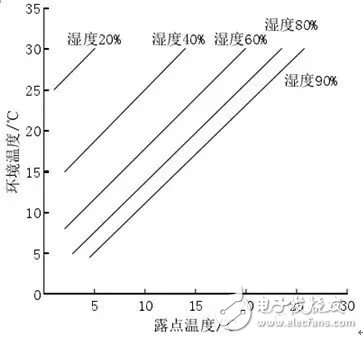
The three major factors of condensation: the relationship between dew point temperature, humidity and ambient temperature are shown in the figure below.
Figure 1 Relative humidity, condensation temperature and ambient temperature curve
Combined with the actual situation of the site and the conditions for the formation of condensation, the author proposed the following main preventive measures for condensation:
The first is to strengthen the temperature and humidity control of the working environment of the inverter cabinet, turn on the indoor air conditioner, and adjust it to the dehumidification mode. In the normal operation process, due to the self-heating of the inverter, the temperature inside the cabinet will be greater than the ambient temperature of the outside world, and once the inverter stops running, the temperature inside the cabinet will slowly decrease to the corresponding dew point temperature. Therefore, the author believes that in the state where the inverter stops running, the temperature setting of the indoor air conditioner should be reduced accordingly to avoid the ambient temperature being higher than the temperature inside the inverter cabinet.
Secondly, during the normal operation of the inverter, ensure that the heater in the cabinet is in the deactivated state. Conversely, ensure that the heater is in normal operation to ensure that the ambient temperature is always lower than the temperature inside the inverter cabinet. To achieve automatic thermostat adjustment, the heater must use PTC material.
The existing condensation controller is modified, and three temperature sensors are installed. The installation position is: 2 installed in the corresponding position in the inverter cabinet, and 1 installed outside the cabinet to achieve the cabinet temperature and The purpose of environmental temperature monitoring outside the cabinet. By ensuring the temperature inside the cabinet to prevent the occurrence of condensation conditions, the condensation phenomenon can be effectively prevented.
Fourth, the conclusionCondensation will seriously affect the normal operation of the inverter. The measures proposed by the author to prevent condensation can effectively reduce the occurrence of condensation, reduce the probability of accidents, and ensure long-term, stable and reliable operation of the inverter.
53 Jack.We are manufacturer of 6p6c Female Connector in China, if you want to buy RJ11 Jack Full Plastic MINI,6 Pin RJ11 Modular Connector,RJ11 Jack Full Shielded please contact us.
The RJ-45 interface can be used to connect the RJ-45 connector. It is suitable for the network constructed by twisted pair. This port is the most common port, which is generally provided by Ethernet hub. The number of hubs we usually talk about is the number of RJ-45 ports. The RJ-45 port of the hub can be directly connected to terminal devices such as computers and network printers, and can also be connected with other hub equipment and routers such as switches and hubs.
6p6c Female Connector,RJ11 Jack Full Plastic MINI,6 Pin RJ11 Modular Connector,RJ11 Jack Full Shielded
ShenZhen Antenk Electronics Co,Ltd , https://www.antenkwire.com