FANUC industrial robot palletizing programming detailed!
1. Definition of palletizing function
Teaching a few representative points, that is, stacking the workpieces in order from the lower layer to the upper layer.
2. Types of pallets
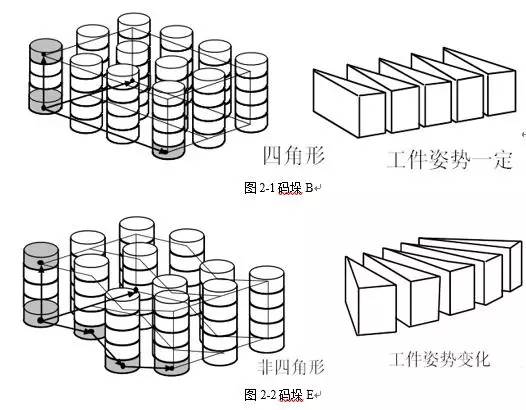
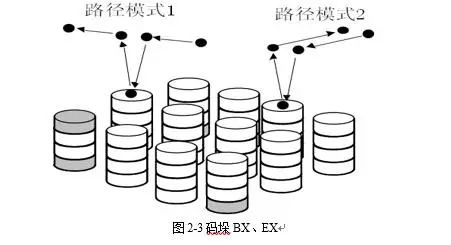
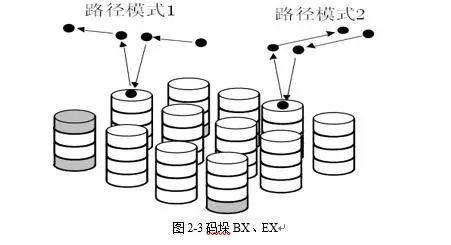
Code 垛B: Include code 垛B (single path mode) and code 垛BX (multipath mode) Applicable to the constant posture of the workpiece, the shape of the bottom surface when stacked is straight or square. Pallet E: Includes pallet 垛 E (single path mode) and pallet 垛 EX (multipath mode) for complex stacking modes (workpiece posture changes, the bottom shape when stacked is not a quadrangle).
3. Palletizing instructions
(1) Pallet command format: The pallet command is based on the value of the pallet register, calculates the current stack point position according to the stack mode, and calculates the current path according to the path mode, and rewrites the position data of the palletizing action command.

(2) Palletizing operation command: An operation command using a path point having a approach point, a stacking point, and a retreat point as position data is a dedicated operation command. The position data is overwritten each time by the palletizing command.

(3) Palletizing end instruction: Calculate the next stacking point and rewrite the value of the palletizing register.

(4) Pallet register: used for palletizing control. Specify, compare, branch, etc. the stack points.

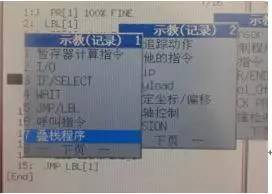
4. Palletizing teaching
(1) Select palletizing program
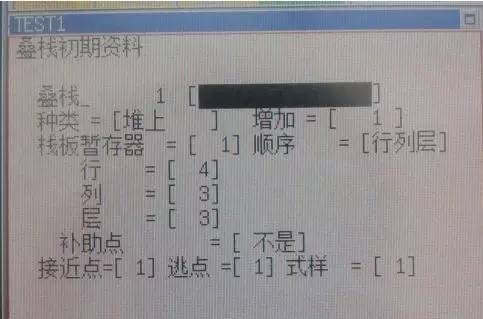
(2) Input stack initial data
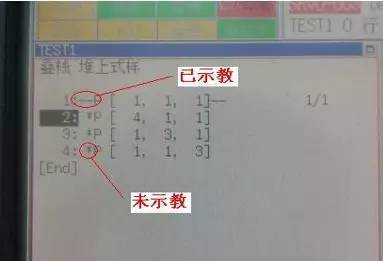
(3) Teaching the style of the heap
(4) Teaching path mode

5. Palletizing work project demonstration
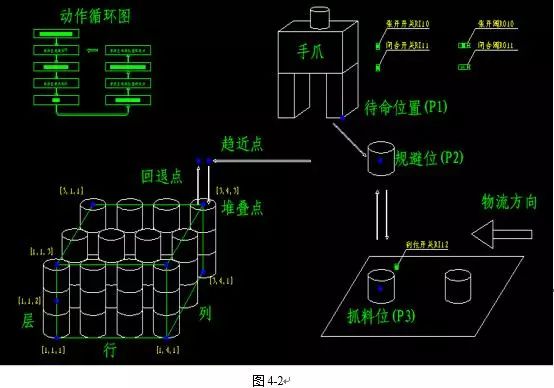
As shown in Figure 4-1 and 4-2, the workpiece is grabbed on the conveyor belt P3 and palletized on the pallet.

Write the program with the teach pendant, the program is as follows:
1:J PR[1] 100% FINE ; Move to standby position P1
2: LBL [1]; label 1
3: J PR[2] 100% FINE; move to standby position P2
4: WAIT RI[12]=ON; waiting for the material to be picked up
5: L PR [3] 100mm/sec FINE; move to the grab position P3
6: WAIT 1.00 (sec); waiting for 1S
7:RO[11]=ON; gripper closing valve ON
8: WAIT RI[11]=ON; waiting for the grip to close the switch ON
9:RO[11]=OFF; gripper closing valve OFF
10: PALLETIZING-B_1
11: J PAL_1[A_1] 80% FINE; move to the approach point
12: L PAL_1[BTM] 100mm/sec FINE; move to stack point
13:RO[10]=ON; grab the open valve ON
14: WAIT RI[10]=ON; waiting for the gripper to open the switch ON
15:RO[10]=OFF; grip open valve OFF
16:L PAL_1[R_1] 100mm/sec FINE ; move to the retreat point
17:PALLETIZING-END_1
18: JUMP LBL[1] ; Jump to label 1
6. Precautions
(1) To improve the accuracy of the palletizing, it is necessary to set the TCP correctly.
(2) The palletizing register should avoid using other pallets of the same number at the same time.
(3) The palletizing function functions in three programs, that is, the palletizing command, the palletizing motion command, and the palletizing end command exist in one program. Even if only one instruction is copied to the subroutine for teaching, this function will not work properly and should be noted.
(4) The palletizing number is automatically written along with the palletizing command, the palletizing action command, and the palletizing end command after the data of the palletizing is completed. It is not necessary to care whether the code number is reused in other programs (each program has the data of the code number).
(5) In the palletizing action command, "C" (circular motion) cannot be set in the action type.
Led Floor Panels,Led Dance Floor Panel,48W Led Light Panel,Floor White Uplight Panel Led
Kindwin Technology (H.K.) Limited , https://www.ktl-led.com